


自動ろう付機 自動化各種ユニット
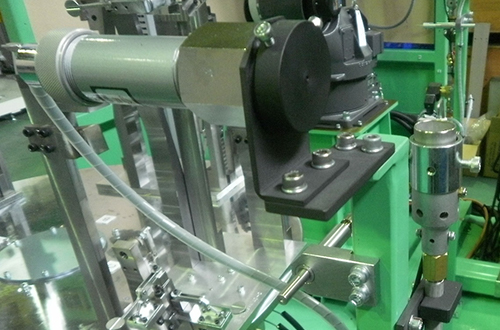
加熱装置
本装置はワークをろう付温度まで加熱する装置です。
仕様により、バーナー前後、バーナー上下、2段加熱、揺動等の動作を行います。

予熱装置
本装置はワークを予熱するための装置です。
生産数が非常に多い場合に、サイクルタイムを短縮させる為のユニットです。

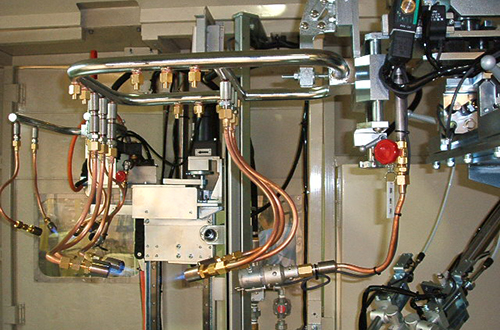
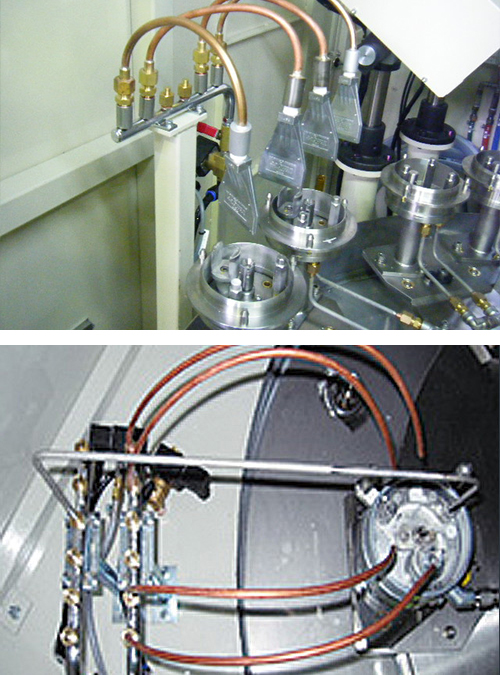
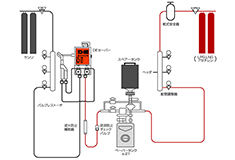
ガス制御装置(フロートロン)
・デジタル制御方式による高機能・高性能の実現
・ガス流量制御の機能を全て内蔵する事により、外部からの制御が簡単。
・ガス流量は質量流量測定で測定(気体の体積ではなく分子の量を測定)する為、圧力変動に強い
・最大32機種のデータ設定可能
(1機種分のデータ=強炎流量、弱炎流量、点火流量、最小流量消火流量、消火時間)
(火炎流量は可燃ガス、支燃ガスの組み合わせ)
・強炎・弱炎・点火炎は比率制御(中性炎、酸化炎、還元炎)機能付
・自動消火シーケンス内蔵
・流量低下判定機能あり(ON/OFF機能付)
・積算流量表示と累積流量(強炎・弱炎・全体別に集計)表示機能を実現
・各種アプリケーション・モードを標準装備
◎外部制御モード(必要な外部信号:機種切替、点火等の区間信号)
◎外部信号による機種選択と点火・強炎・弱炎区間の指令
・ベーパーフラックス用配管と制御回路内蔵(Fタイプ)
◎マスフロー・コントローラ(MFC)のパージ用
・マスフロー・コントローラ(MFC)のゼロ点自動補正機能内蔵
・運転中に別機種の(運転機種含む)流量変更が可能(10K)
・管理者用キー、及びパスワード機能を用意
・外部機種番号入力信号に2進コード/BCDコード入力選択機能内蔵
・広範囲な電源入力:(AC85V~AC264V)
・通信機能を内蔵し、遠隔制御・ネットワーク構成が可能
・専用タッチパネルの使用による判りやすいユーザ・インターフェィスの実現(10K)


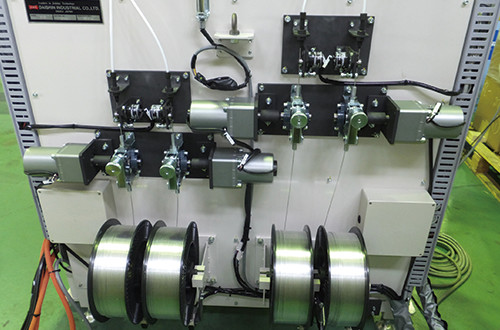
ワイヤー供給装置
本装置はワイヤーをワイヤーノズルに供給する為の装置です。
供給モーターを正逆回転させることでワイヤーの供給と戻しを行うことが出来ます。
エンコーダー制御によりワイヤーの供給量やワイヤーの送り速度を調整することも可能です。
バーナー揺動装置
本装置はバーナーの揺動を行うことで均熱化やデリケートな ろう付を可能とします。
揺動のスピードは揺動モーターのボリュームにより調整出来ます。
前後揺動・左右揺動があります。

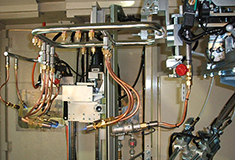
ガスBOX装置
本装置は加熱バーナー、予熱バーナーに供給されるガスと酸素(エアー)の制御を行います。
ガス・酸素(エアー)の回路には圧力スイッチが取り付けられており、圧力低下時にはブザー等により異常を知らせます。
この圧力スイッチは数値表示になっております。

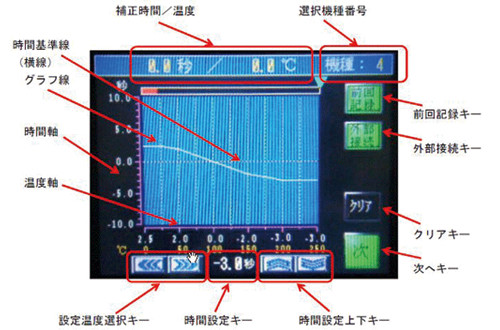
OHS装置(外付け可能)
- OHS(Optimum Heating System)とは…
- OHSとは最適加熱システムを意味し、加熱ろう付されるワークに影響を与える要素を考慮し、条件を自動的に変化させてサイクル毎の温度変化を抑えることを目的としました。
- 影響させる要素としては…
-
- ・サイクル毎に増していく冶具の温度
- サイクル毎に冶具も加熱されるため、ある一定温度まで上昇します。
その冶具温度がワークに影響して、ろう付具合を変化させます。
- ・予熱工程が必要な設備の場合、予熱によるワークの温度
- サイクルタイムの短縮等で予熱工程を設けた設備では、予熱後のワーク温度が大切であり、その温度が一定でなければろう付具合を変化させます。
- ・季節など環境による温度や湿度
- 環境温度や湿度の変化で、冶具温度や予熱後のワーク温度が変化します。
冶具やワーク温度の上下具合が環境に影響されます。
これら温度変化に対して、差しろう前の加熱時間を自動的に補正することで良好なろう付を実現させます。
-



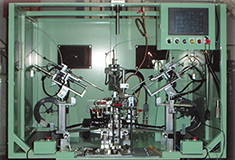
差しろう装置(ソフトフィーダー)
本装置はワークのろう付ポイントにワイヤーを供給する為の装置です。
左右に各2本のワイヤーシリンダーが設置されています。
本装置はエアーシリンダーによりワイヤーノズルが前後してワイヤーを供給します。ワイヤーノズルの本数はワークのボリュームによって左右各1本の場合もあります。
- 差しろう装置/ソフト・フィーダー DSF の動作説明
- <人間が差しろうする手順を自動化し、ワイヤー供給不良を軽減します。>
①ワイヤーが溶けない場合、その反力でノズルが後退する。
②センサー検知にて、供給駆動を止める。
③ろう材先端は対象物に接触した状態なので、溶融温度に達すると反力が無くなり、ノズルが原位置に戻る。
④戻るとセンサー検知にて供給駆動を再開する。
⑤設定量の完了にて供給完了。 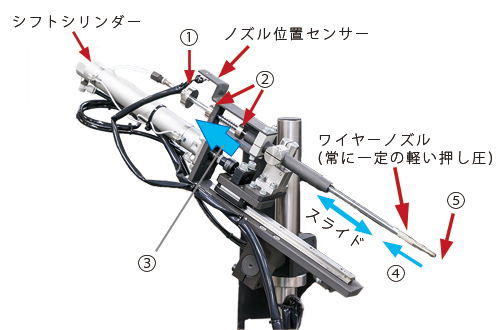
- 上記の図は一例を示している。ワークの温度が低くろう材が溶けない場合は、パイプが後退し、余分に送り出されたろう材を後ろに逃がしている。ワークの温度が上昇しろう材が溶けるとその分だけパイプが戻り、最終的には決められた量のろう材が溶けた事が確認される(戻り位置検出)と差しろう終了となる。
加熱時間は最終的な戻り位置検出が確認されるまで延長される。
- 差しろうの方法について
- 良好なろう付を実現するには、ろう材が溶け始める温度にワークを均熱化する事と、ろう材を差すタイミング(差しろう時間)を正確に制御する事が重要である。
それでは人間が作業する場合はどのように操作するであろうか。(1)ろう材をワークに当てる
(2)ろうが溶けなければろう材を送らないで待つ
(3)ろうが溶ければ、溶ける速度に合わせて必要量のろう材を送り出す - ○ 従来の方法
従来は、タイマの設定でろう材を差すタイミング(差しろう時間)を制御していたが、ワークの温度がろう材にとって最適な温度に合わせる事は困難であった。
タイミングが合っていないと下記のような不具合が発生した。 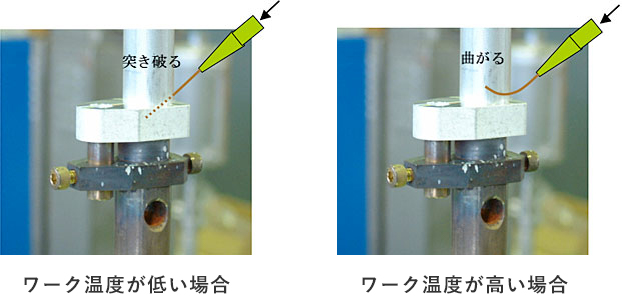
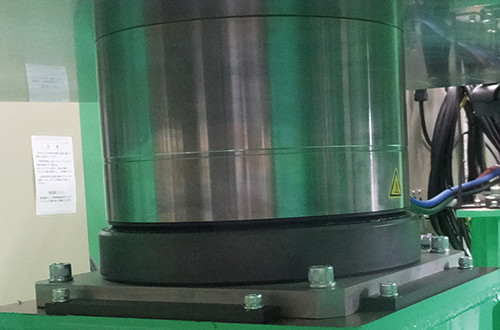
回転ユニット(アブソデックス)
テーブルの回転ユニットにはCKD製のアブソデックスを使用しています。
このアブソデックスの搭載により、
(1)高精度な回転割り出し位置決め
(2)高トルク
(3)アブソリュートの位置検出リゾルバにより原点復帰不要
(4)最適なカム加速度曲線によるなめらかな駆動等を実現しております

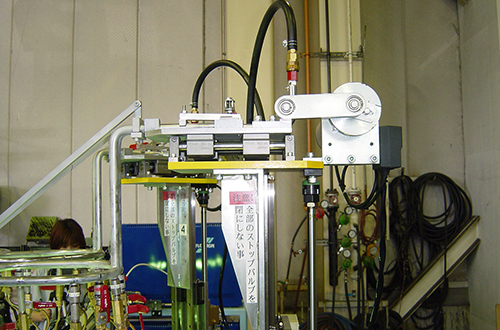
フラックス塗布装置
本装置はろう付前に必要なフラックス塗布を自動で行う装置です。
テーブルタイプのろう付機の、ろう付ステーション前に設けてワークがそのステーションに到着するとペーストフラックスを先端に取り付けられた筆に取り、ワークの方まで移動して塗布します。
自動的に行うことでサイクルタイムアップや作業者の負担を軽減します。
水冷・空冷装置
本装置はろう付後のワークを空冷・水冷により冷却するための装置です。
ワークの材質により、空冷を水冷→空冷にする場合や、空冷のみの場合等空冷と水冷を組み合わせて使用します。
自動着火・失火検知
本装置はバーナーに自動的に着火させる装置です。
ロボットろう付機や多孔バーナーを使用する場合、
バーナーに着火したかどうかを失火検知により確認します。
- 製品情報
自動ろう付機
ろう材関連機器
ハードフェイシング
-
自動ろう付機
大進工業研究所の自動ろう付機の製品情報です。
-
自動ろう付機各種シリーズ
-
自動化各種ユニット



-
ハードフェイシング
大進工業研究所のハードフェイシングの製品情報です。
-

押出機スクリュー製作及び肉盛補修
-

舶用ディーゼルエンジン/ギヤポンプ部品
-

肉盛・溶射製品