


MACHINERY DEPARTMENT AUTOMATIC VARIOUS UNITS
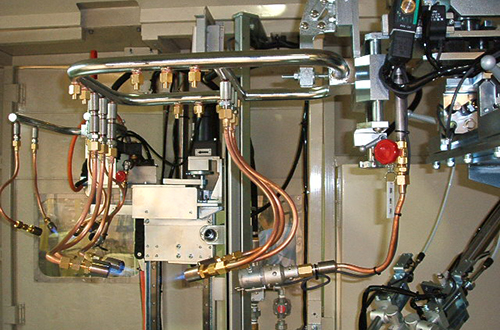
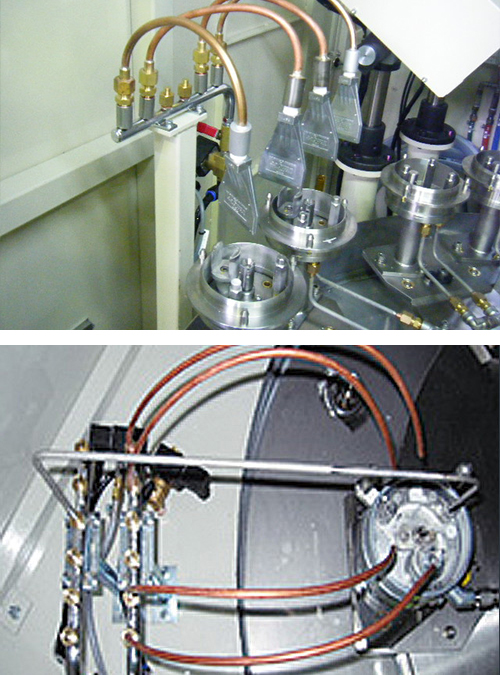
Brazing Burner Unit
- Custom-designed to each application, the brazing burner unit heats the parts to brazing temperature
- Options include:
- Burner oscillation and/or multi-position heating (simulates torch action of an experienced manual braze torch operator)
- Configurable burner branch pipes from burner manifold to torch tips
- Quick-disconnections for easy changeover between models/configurations

Preheating Unit
- Installed on Model T brazing machines, this unit reduces cycle time by preheating parts prior to being heated for brazing at the next index station
- Custom-designed to each application, the preheating unit heats parts close to brazing temperature
- Options Include:
- Burner oscillation and/or multi-position heating (simulates torch action of an experienced manual braze torch operator)
- Configurable burner branch pipes from burner manifold to torch tips
- Quick-disconnections for easy changeover between models/configurations

FLOTRON Intelligent Gas Controller
- Controls the mass flow rate of both gas and oxidizer (oxygen or air) to the brazing environment
- Multiple recipes can be stored in the FLOTRON CPU for immediate adjustment or changeover via the HMI
- Combustion settings for burner ignition, preheating, and brazing can be stored within each recipe
- Realtime flow monitoring feature
- Accumulated consumption monitoring feature
- A critical component in brazing repeatability, as gas and oxidizer pressures and flows fluctuate unpredictably from the supply source
- Can be installed on customized Daishin turnkey brazing machinery, or retrofitted to existing brazing machinery in the field for immediate improvements to FPY
- Retrofit models replace existing machine combustion gas delivery and control systems entirely. Flow control is adjusted via a dedicated HMI pendant that is installed with the FLOTRON(s)


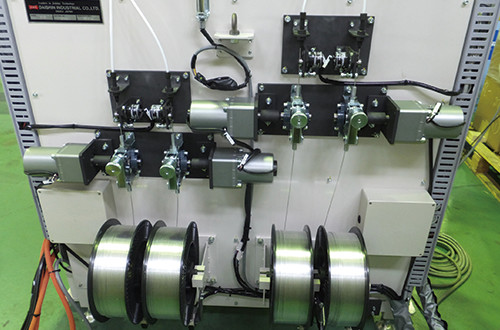
Wire Feeding Unit
- Supplies braze alloy in wire form to the wire feeding nozzle that supplies wire to the braze joint once the base metals have reached brazing temperature
- The supply is driven by electric motor, with forward and reversing capability
- Length of wire fed per cycle is adjustable and controlled by this unit
Burner Oscillation Unit
- Oscillates the burner manifold around the braze joint
- Simulate the brazing process of an experienced manual braze operator, distributing heat evenly to the joint and avoiding hot zones and cold areas

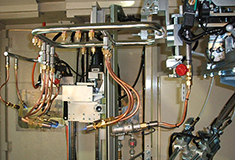
Gas Box (Piping Cabinet)
- Supply-side gases, air, water, etc. are plumbed to this unit for use on the brazing machinery
- FLOTRON Intelligent Gas Controller(s) are typically mounted on top of this unit
- Pressure switches are installed to alert operators to abnormally low supply pressures of these critical utilities. These switches can be configured as alarms or E-stop functions

OHS(Optimum Heating System)
Timing is a critical component of proper brazing technique. Control of timing in an automated system is critical for a repeatable process. In the case of extreme variation in ambient temperature, fixture temperature, etc., the heating time required to achieve a proper braze joint can vary slightly from part to part. If uncontrolled, these variations can result in scrap due to cold joints (insufficient heating) or overheating.
The pictures below show common occurences when compensation for these variations is not implemented. Low base metal temperature causes a lack of proper filler metal melting and capillary action. High base metal temperature can cause overheating and also result in poor performance and failed braze joints.

The OHS System measures temperature at the start of each heating cycle. Comparing it with the predeveloped graph curve, the machine will automatically adjust the heating time to compensate for the temperature variation out of specification for the programmed process.


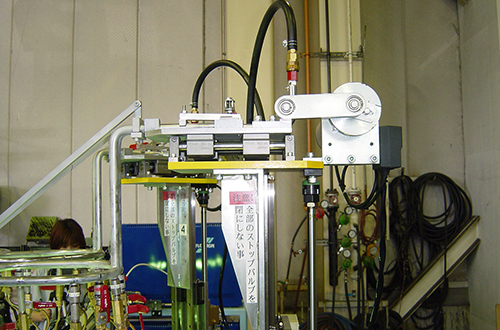
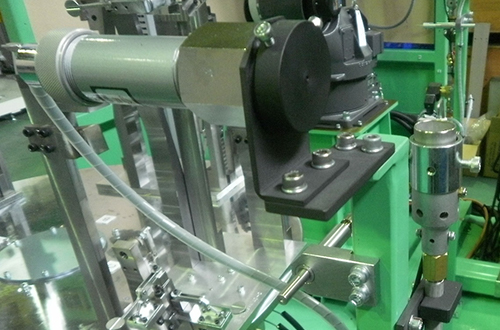
Wire Feeding Nozzle Unit
This unit supplies a predetermined length of filler material wire to the braze joint. The wire is fed by motor from the Wire Feeding Unit. The Wire Feeding Nozzle advances/retracts via pneumatic cylinder and feeds the wire to the joint. The number of nozzles supplied to the joint depend on the joint size and the number of joints being brazed in one cycle.

- When the wire does not melt, the reaction force causes the nozzle to retreat.
- Supply drive is stopped by sensor detection.
- Since the tip of the brazing material is in contact with the part, when the melting temperature is reached, the reaction force is eliminated.
- Wire feeding supply resumes using sensor detection.
- Upon completion of the wire feeding cycle, the unit returns to standby position.
Soft Feeder
This unit adds another level of process control to the wire feeding process. It is equipped with a sensor system. If the wire does not melt when supplied, the unit suspends feeding until brazing temperature is reached. Heating cycle time is extended until the predetermined amount of wire is fed and the nozzle position sensor returns home.
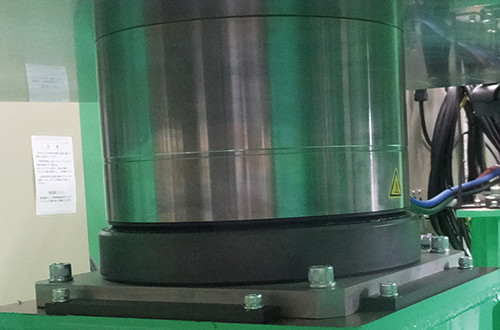
Table Rotation Unit
Daishin Industrial utilizes CKD Absodex units for brazing machine rotary table drives. They have the highest level of positional accuracy, high torque, smooth drive due to optimal cam speed, and absolute positioning capability.

Automatic Flux Application
This unit provides automated application of paste flux. Flux is continuously mixed for consistency in a stainless steel container, and applicator brushes are mounted on cylinders to pick up flux from the container and apply it to the braze joint area. This is typically a dedicated station included as part of a multi-station rotary brazing machine.
Cooling Unit (Air and/or Water)
A post-braze cooling process brings parts down to a handleable temperature. Air and/or water cooling is activated and controlled by sensors and solenoid valves at each cycle.
Automatic Burner Ignition
Brazing machine burner nozzles are automatically ignited by dedicated ignition burners. Burners can be moved from brazing flame to idle flame or fully extinguished and automatically reignited with each cycle if desired.
- PRODUCT
MACHINERY DEPARTMENT
MATERIAL DIVISION
-
MACHINERY DEPARTMENT
DAISHIN's MACHINERY DEPARTMENT products.
-
AUTOMATIC BRAZING MACHINE VARIOUS SERIES
-
AUTOMATIC VARIOUS UNITS
-
MATERIAL DIVISION
DAISHIN's MATERIAL DIVISION products.
-

BRAZING MATERIAL
-

BRAZING EQUIPMENT
-

FLUX
-
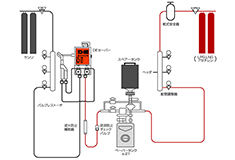
CONNECTING FIGURE FOR BRAZING EQUIPMENT